





Aby sprostać różnorodnym warunkom wiercenia, oferujemy do wyboru 6 typów napawania.
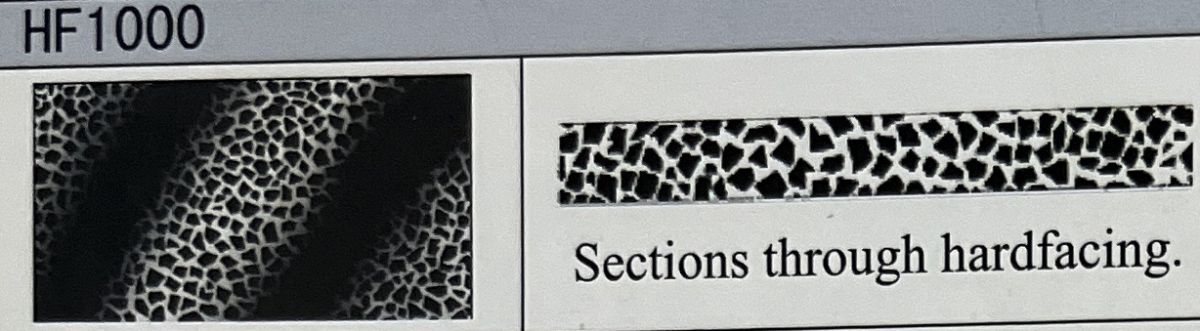
HF1000
Zmielony węglik wolframu osadzony w matrycy z brązu niklowego. Ziarno o wielkości 3 mm zapewnia większą koncentrację węglika, co jest idealne do wiercenia w miękkich formacjach.
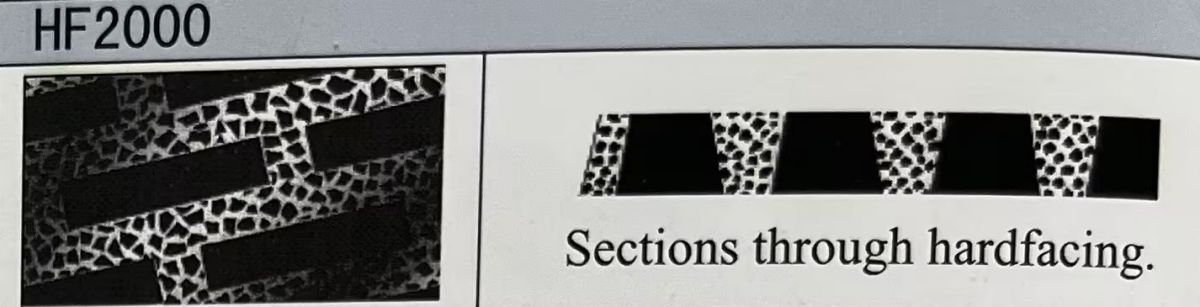
HF2000
Trapezowe płytki z węglika wolframu osadzone w matrycy z węglika spiekanego i brązu niklowego. Zapewnia to większą głębokość pokrycia węglikiem – idealne rozwiązanie do wiercenia z dużymi odchyleniami w materiałach ściernych.
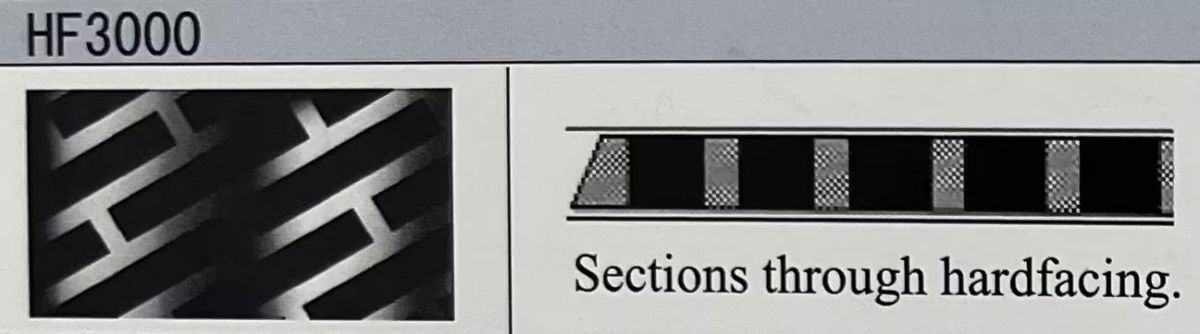
HF3000
Wkładki z węglika wolframu nakładane metodą natryskową, idealne do formacji ściernych. Gwarancja 97% wiązania, potwierdzona badaniem ultradźwiękowym. Zalecane do stabilizatorów niemagnetycznych.
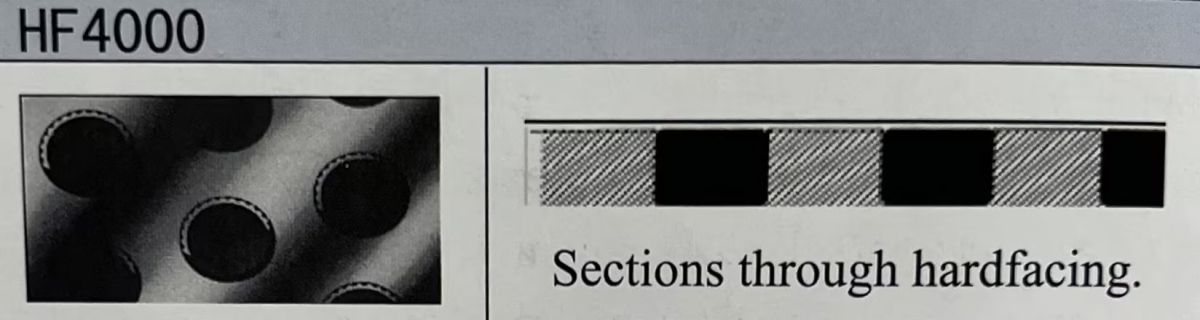
HF4000
Wkładki z węglika wolframu (typu guzikowego). Wkładki zostały opracowane tak, aby umożliwić montaż na zimno i zapewnić ścisłe dopasowanie. Większe zagęszczenie wkładek w dolnej jednej trzeciej ostrza i krawędzi natarcia zwiększa powierzchnię styku, zmniejszając zużycie wysoce ściernych formacji.
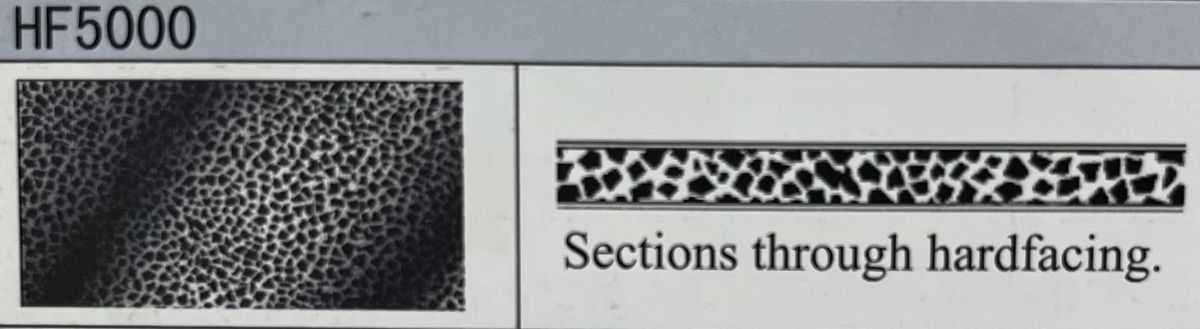
HF5000
Proces acetylenowo-tlenowy wykorzystuje wytrzymałe, stopione cząstki węglika spiekanego o różnej wielkości, osadzone w matrycy niklowo-chromowej, co zapewnia doskonałe właściwości wiążące i lepszą odporność na zużycie powierzchni. Twardość powierzchni przekracza 40 HRC. Idealny do zastosowań geotermalnych w temperaturach powyżej 350°C.
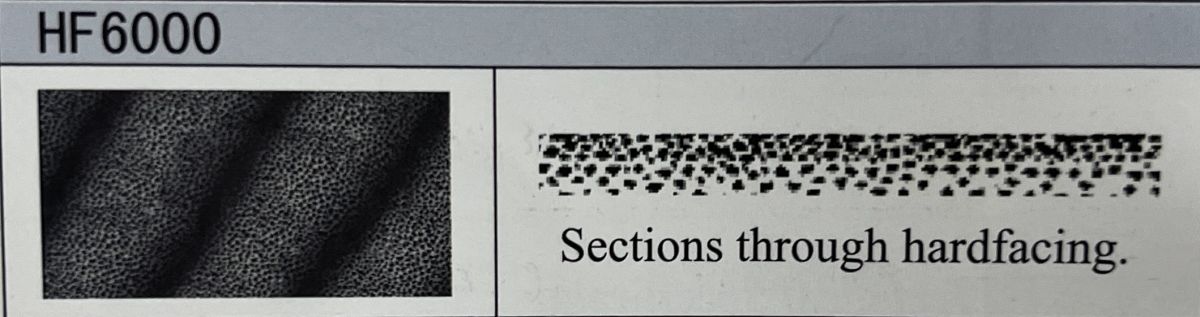
HF6000
Proces ten jest wysoce zautomatyzowanym sposobem nakładania warstwy utwardzającej i wykorzystuje połączony strumień łuku elektrycznego i plazmy na powierzchnię obrabianego przedmiotu. Efektem jest niskie rozcieńczenie metalu bazowego i gęsta, jednorodna powłoka. Materiałem wypełniającym może być wiele różnych materiałów eksploatacyjnych do napawania.
Czas publikacji: 23-01-2024


 5-1203, Strefa przemysłowa Dahua, ulica Yunshui nr 2, strefa rozwoju zaawansowanych technologii, Xi'an, 710065, Chiny
5-1203, Strefa przemysłowa Dahua, ulica Yunshui nr 2, strefa rozwoju zaawansowanych technologii, Xi'an, 710065, Chiny 86-13609153141
86-13609153141

