






Aby sprostać różnorodnym warunkom wiercenia, mamy do wyboru 6 rodzajów napawania.
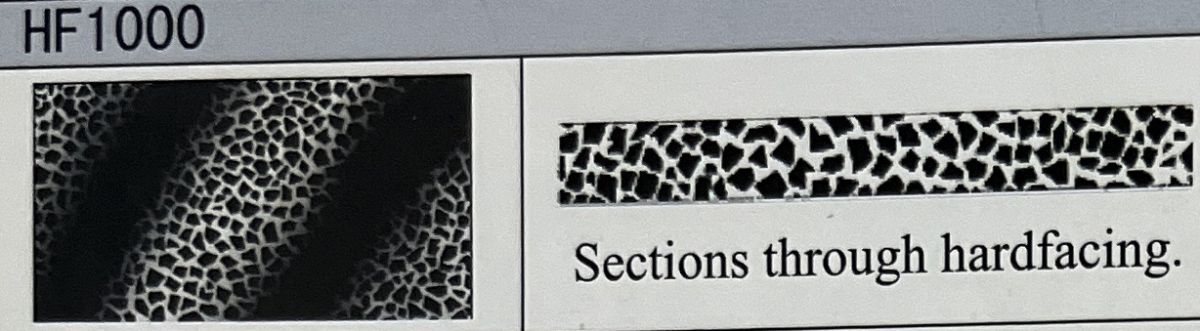
HF1000
Kruszony węglik wolframu osadzony w osnowie z brązu niklowego. Wielkość ziarna 3 mm zapewnia większe stężenie węglika, co idealnie nadaje się do wiercenia w miękkich formacjach.
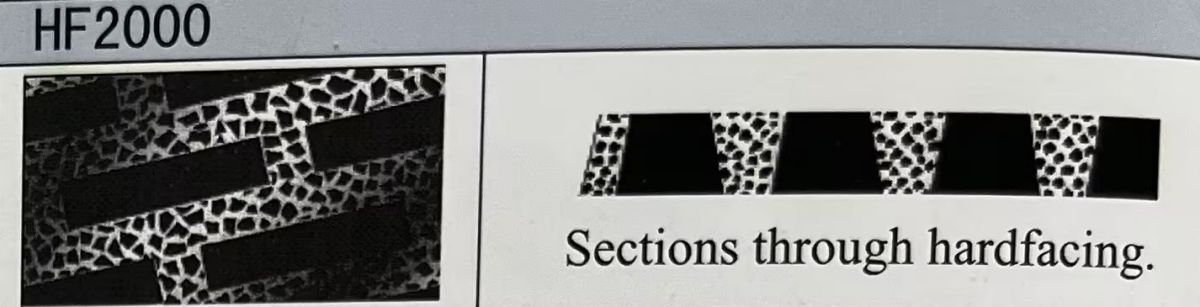
HF2000
Trapezowe wkładki z węglika wolframu osadzone w osnowie z węglika spiekanego i brązu niklowego. Zapewni to większą głębokość pokrycia węglikiem — idealne rozwiązanie do wiercenia z dużym odchyleniem w formacjach ściernych.
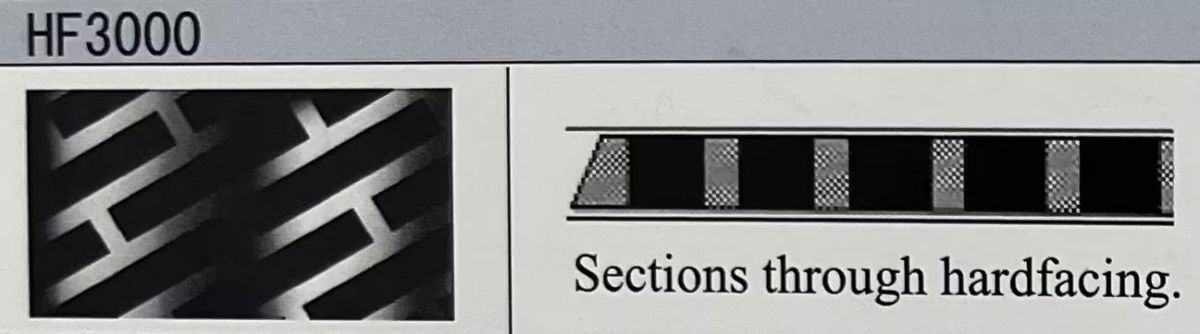
HF3000
Wkładki z węglika wolframu osadzone w natrysku proszkowym, idealne do formacji ściernych. Gwarantowane 97% wiązania, potwierdzone raportem ultradźwiękowym. Zalecany do stabilizatorów niemagnetycznych.
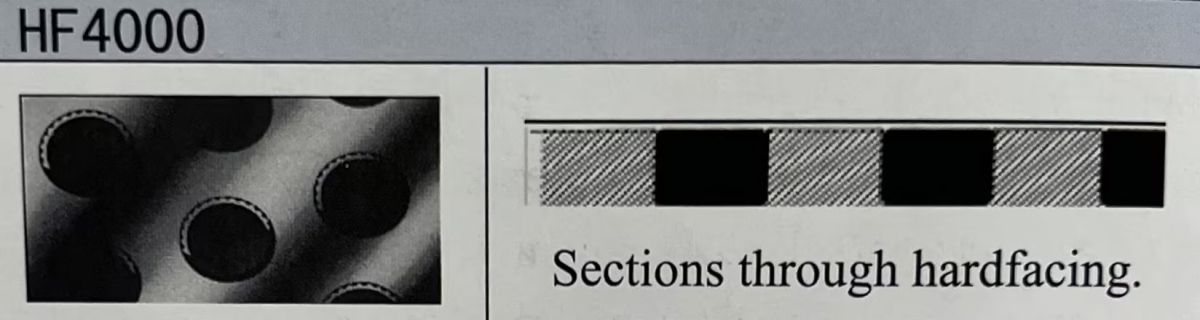
HF4000
Wkładki z węglika wolframu (typ guzikowy). Wkładki zostały opracowane tak, aby umożliwić wkładanie na zimno i zachować ścisłe dopasowanie. Większa koncentracja płytek w dolnej jednej trzeciej części ostrza i krawędzi natarcia zwiększy kontakt powierzchniowy, co zmniejszy powstawanie wysoce ściernych formacji.
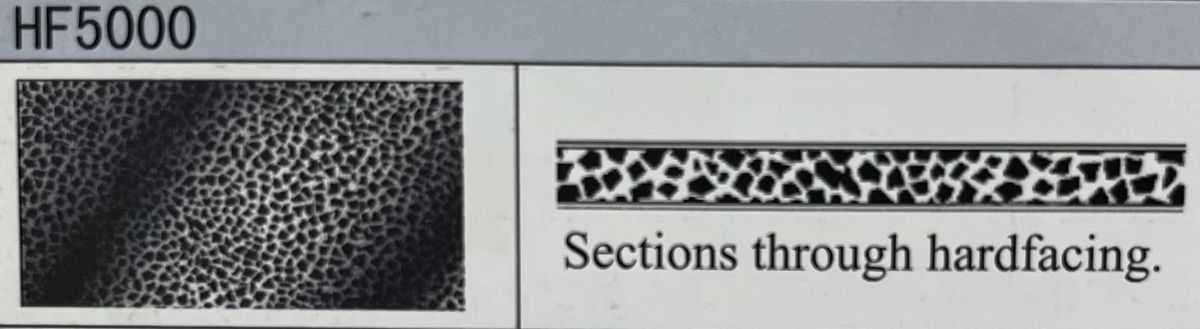
HF5000
W tym procesie tlenowo-acetylenowym stosuje się wytrzymałe cząstki stopionego węglika o różnej wielkości, utrzymywane w matrycy niklowo-chromowej, która zapewnia doskonałe właściwości wiążące i osiąga się większą charakterystykę zużycia powierzchni. Poziomy twardości powierzchni powyżej 40HRC. Idealny do zastosowań GEO-TERMICZNYCH powyżej 350℃.
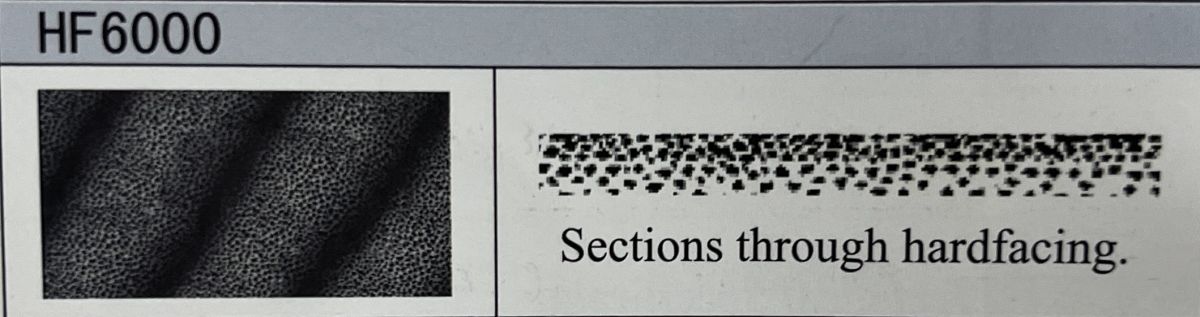
HF6000
Proces ten jest wysoce zautomatyzowanym sposobem nakładania utwardzającej powierzchni czołowej i wykorzystuje połączony strumień łuku/plazmy na powierzchni przedmiotu obrabianego. Rezultatem jest niskie rozcieńczenie metalu nieszlachetnego i gęsta, jednolita powłoka, a środkiem wypełniającym mogą być różne materiały eksploatacyjne do napawania.
Czas publikacji: 23 stycznia 2024 r

 Pokój 703 Budynek B, centrum Grenlandii, strefa rozwoju zaawansowanych technologii Xi'an, Chiny
Pokój 703 Budynek B, centrum Grenlandii, strefa rozwoju zaawansowanych technologii Xi'an, Chiny 86-13609153141
86-13609153141

