






Produkty






API 7-1 4145 i kołnierz wiertarski niemagowy
Opis produktu
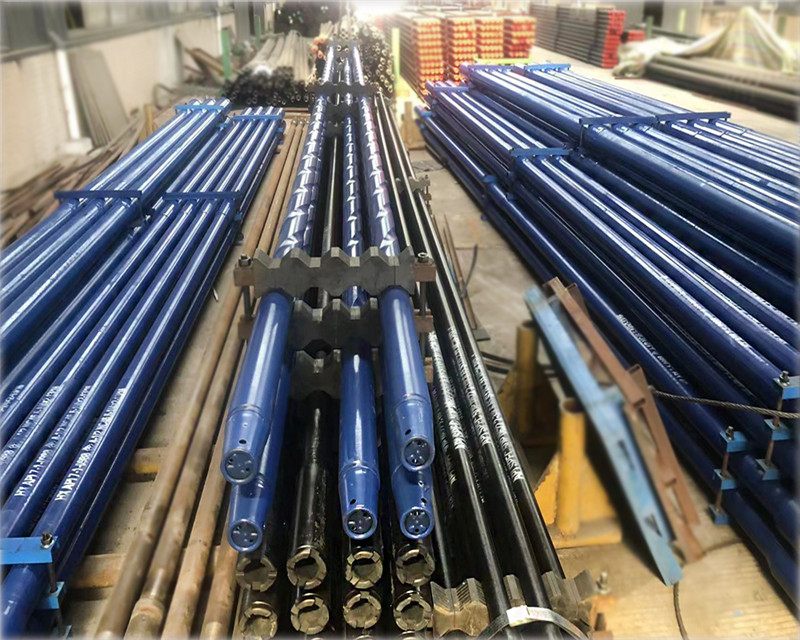
Zwykły kołnierz wiertniczy ma przekrój kołowy, w środku znajduje się otwór na wodę, grubość ścianki jest większa, dysza jest mniejsza, ciężar jednostki długości jest większy niż rozmiar rury wiertniczej prawie 4-5 razy. Większość kołnierz wiertniczy to obróbka gwintu bezpośrednio na korpusie rury, ale niektóre z nich wykorzystują również wymienione złącze.
Spiralny kołnierz wiertniczy jest rodzajem narzędzia do wiercenia ropy naftowej. Ten rodzaj kołnierza wiertniczego może zapobiegać zatrzymywaniu narzędzi przez różnicę ciśnień podczas wiercenia. Spiralne rowki umożliwią swobodny przepływ błota wokół kołnierza wiertniczego w celu wykorzystania ciśnienia równoważącego, aby zapobiec tworzeniu się przeszkód i skutecznie zapobiegać blokowaniu się różnicy ciśnień. Powierzchnię styku ze ścianą studni można wyciąć tak, aby skutecznie ograniczyć możliwość powstania przeszkody różnicowej ciśnień. Spiralne rowki umożliwią swobodny przepływ błota wokół kołnierza wiertniczego w celu wykorzystania ciśnienia równoważącego, aby zapobiec tworzeniu się przeszkód i skutecznie zapobiegać blokowaniu się różnicy ciśnień. Powierzchnię styku ze ścianą studni można wyciąć tak, aby skutecznie ograniczyć możliwość powstania przeszkody różnicowej ciśnień. Masa spiralnego kołnierza wiertniczego jest o 4-6% mniejsza niż okrągłego kołnierza wiertniczego.
Niemagnetyczny kołnierz wiertarski: Niemagnetyczne kołnierze wiertnicze są wykonane z niemagnetycznych materiałów kołnierza wiertniczego o niskiej wytrzymałości, dzięki połączeniu opatentowanej analizy chemicznej i procesu kucia z młotem obrotowym z niską przenikalnością magnetyczną, doskonałą wydajnością maszyny. możemy dostarczyć w długościach od 10 do 42 stóp i średnicy zewnętrznej od 31/8 "do 11".




Specyfikacja produktu
| Rozmiar | średnica zewnętrzna (mm) | ID (mm) | Kod | Nitka | Długość (mm) | Waga (kg) |
| 3-1/8 | 79,4 | 31,8 (1-1/4) | NC23-31 | NC23 | 9140 | 298 |
| 3-1/2 | 88,9 | 38,1 (1-1/2) | NC26-35 | NC26 | 9140 | 364 |
| 4-1/8 | 104,8 | 50,8(2) | NC31-41 | NC31 | 9140/9450 | 474/490 |
| 4-3/4 | 120,6 | 50,8(2) | NC35-47 | NC35 | 9140/9450 | 674/697 |
| 5 | 127 | 57,2 (2-1/4) | NC38-50 | NC38 | 9140/9450 | 725/749 |
| 6 | 152,4 | 57,2 (2-1/4) | NC44-60 | NC44 | 9140/9450 | 1125/1163 |
| 71,4 (2-13/16) | NC44-60 | 9140/9450 | 1022/1056 | |||
| 6-1/4 | 158,8 | 57,2 (2-1/4) | NC44-62 | NC44 | 9140/9450 | 1237/1279 |
| 71,4 (2-13/16) | NC46-62 | 9140/9450 | 1134/1172 | |||
| 6-1/2 | 165.1 | 57,2 (2-1/4) | NC46-65 | NC46 | 9140/9450 | 1352/1398 |
| 71,4 (2-13/16) | NC46-65 | NC50 | 9140/9450 | 1249/1291 | ||
| 6-3/4 | 171,4 | 57,2 (2-1/4) | NC46-67 | NC46 | 9140/9450 | 1471/1521 |
| 7 | 177,8 | 57,2 (2-1/4) | NC50-70 | NC50 | 9140/9450 | 1597/1651 |
| 71,4 (2-13/16) | NC50-70 | 9140/9450 | 1494/1545 | |||
| 7-1/4 | 184,2 | 71,4 (2-13/16) | NC50-72 | NC50 | 9140/9450 | 1625/1680 |
| 7-3/4 | 196,8 | 71,4 (2-13/16) | NC56-77 | NC56 | 9140/9450 | 1895/1960 |
| 8 | 203.2 | 71,4 (2-13/16) | NC56-80 | NC56/6-5/8REG | 9140/9450 | 2040/2109 |
| 8-1/4 | 209,6 | 71,4 (2-13/16) | 6-5/8REG | 6-5/8REG | 9140/9450 | 2188/2263 |
| 9 | 228,6 | 71,4 (2-13/16) | NC61-90 | NC61 | 9140/9450 | 2658/2748 |
| 9-1/2 | 241,3 | 76,2 (2-13/16) | 7-5/8REG | 7-5/8REG | 9140/9450 | 2954/3054 |
| 9-3/4 | 247,6 | 76,2(3) | NC70-97 | NC70 | 9140/9450 | 3127/3234 |
| 10 | 254 | 76,2(3) | NC70-100 | NC70 | 9140/9450 | 3308/3421 |
| 11 | 279,4 | 76,2(3) | 8-5/8REG | 8-5/8REG | 9140/9450 | 4072/4210 |
Funkcje i zalety
Gwarantowany jest zakres twardości od 285 do 341 BHN i udarność Charpy'ego wynosząca 40 ft-lbs dla równomiernie rozmieszczonych 16 punktów w dowolnym przekroju poprzecznym w temperaturze pokojowej;
Połączenia są po obróbce fosforanowane w celu ochrony gwintów przed czynnikami korozyjnymi i zapobiegania zacieraniu się podczas wstępnego montażu;
Podstawy wątków są walcowane na zimno w połączeniach API;
Do wszystkich kołnierzy wiertarskich wyposażonych w standardowe przyłącza dostarczane są osłony gwintów z tłoczonej stali.
Opcje
Rowek odprężający. Funkcje odprężania w połączeniach pinów i skrzynek API w celu zmniejszenia dużych koncentracji naprężeń, poprawiając w ten sposób wytrzymałość na zginanie wokół obszarów połączeń.
Walcowanie na zimno nasady gwintu wykazało korzystny wpływ na poprawę wytrzymałości zmęczeniowej połączeń poprzez minimalizację inicjacji pęknięć.
Hardbanding. Utwardzanie opasek w miejscach pod i nad zagłębieniem ślizgowym lub na kołnierzu sworznia wydłuża żywotność kołnierzy wiertarskich. Może być również stosowany w konfiguracjach określonych przez klientów. Utwardzanie opasek w miejscach pod i nad zagłębieniem ślizgowym lub na kołnierzu sworznia wydłuża żywotność kołnierzy wiertarskich. Może być również stosowany w konfiguracjach określonych przez klientów.
Wnęki na poślizg i windę. Górny promień wnęki podnośnika jest walcowany na zimno, aby wydłużyć żywotność produktu. Wnęki ślizgowe i podnośnikowe są obrabiane zgodnie ze specyfikacją API 7-1.

 Pokój 703 Budynek B, centrum Grenlandii, strefa rozwoju zaawansowanych technologii Xi'an, Chiny
Pokój 703 Budynek B, centrum Grenlandii, strefa rozwoju zaawansowanych technologii Xi'an, Chiny 86-13609153141
86-13609153141

